
Minimum Quantity Lubrication (MQL)
Goes by many names. It has been referred to as “Minimal Quantity Lubrication”, “Near-Dry Machining” or “NDM”, “Micro-Lubrication” or “Microlubrification”, “Micro-Dosing”, and sometimes even gets incorrectly referred to as “mist coolant.” Minimum Quantity Lubrication (MQL) is an alternative to the use of traditional metal working fluids (MWFs) in machining. You may have heard MQL referred to as “Near-Dry Machining” (NDM), “Micro-Lubrification” or “Micro-lubrication”, “Micro-dosing”, or even, somewhat incorrectly, referred to as “mist coolant.”
What are the advantages of MQL machining?
Its advantages include:
Cost saving.
- Cost saving, including power consumption, waste oil disposal, incidentals, and CO2 reduction.
- Conserve space enabling significant reduction in facility cost.
- Reduce facility cost including maintenance.
Increase productivity.
Increase productivity,such as extended tool life and improved machining efficiency.
Enviroment Safety.
- Elimination or reduction of coolants, improving the working environment and contributing to the 5-S campaign.
- Conformance to various laws and regulations on substances of concern, including ISO14001 and fire laws.
- Reduction of fire risk by fire resistant base oil.
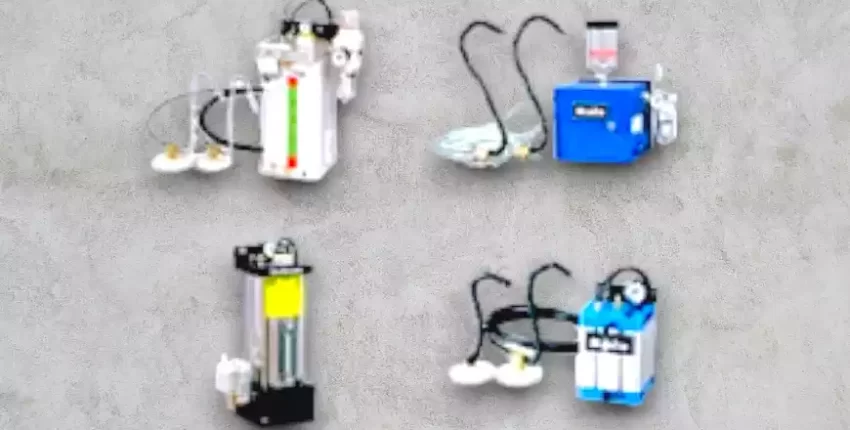
Applicator Selection.
Types of Bluebe – External applicator
External applicator.
- Model FK:Standard type.
- Model JK:Compact type
- Model BK:For precision machining type.
- Model MK:General –purposes type
For external application,
- A Bluebe FK type applicator equipped with highly accurate variable pumps is used. It transfers to the nozzles, air and lubricant, which can be adjusted separately; at this point you will recognize a difference from an oiler-type applicator.
- Lubricant consumption is as little as 4-8ml per hour / per nozzle; you can hardly see the lubricant spouting from the nozzles. It must be pointed out that external application has its issues; nozzles sometimes obstruct the automatic tool change in a machining center, and following the cutting point is sometimes difficult. For boring with drills or reamers it is difficult to supply oil up to the point hence tools with oil holes are favored.
Internal applicator.
- EcoBooster
- Model EB3:BASIC series
- Model EB3P/EB7P:P series
- Model EB3EP/EB7EP:EP series
- Model EB7VP/EB7EP(F):Custom-ordered special type
- Micro droplets of lubricant are generated in the chamber and fed into the machine through existing piping or coolant lines.
- Drills with oil hole and/or taps with oil hole can be used with through-spindle or a side-through arbor.
- The internal applicator is used for machining operations which cannot be carried out by the external applicator.
- The internal applicator has to be selected for turret-type NC lathes since the cutting point moves and the turret rotates.
- The internal applicator has to be selected for the Machining Center since the length and/or diameter of the tool is changed by the ATC operation. In such a case, an external applicator cannot follow the change in the cutting position with a nozzle.
However, an external applicator may be applicable to the die and mold machining using an end mill with a fixed length only.